顏色是紡織品重要的外觀屬性,也是檢測紡織品質量品質的重要指標之一。如果紡織品在外觀上存在色差,就會影響整體的美觀程度,甚至造成不必要的經濟損失。那么,紡織品的色差怎么理解?紡織品的色差怎么測量?本文為大家進行了介紹,對此感興趣的朋友可以了解一下!

紡織品的色差怎么理解?
色差是指兩個顏色在顏色知覺上的差異。如在紡織、印刷、生產塑料或涂料等工作中,都需要建立評價色差的標準。以紡織品為例,一般都根據產品設計的要求或按客商指定的色澤組織生產。作為“標樣”,可以是實物,也可以是雙方協商的色卡。生產結果可能符合標樣,但多數僅能接近標樣,即存在一定的色差。這就產生了色差如何度量和對色差的寬容度極限如何制定的問題,關系到有些色差的產品能否“合格”的問題。
對成品不僅要考核色差,還要考核染色牢度。所謂染色牢度或色牢度,是指染色織物在服用或加工過程中,經受外界作用后的褪色程度,是織物的一項重要品質。由于織物加工和服用的條件差別很大,要求又各有不同,故現行的試驗方法通常是按作用的環境和條件,模擬試驗或綜合試驗,得到色牢度的評價。最常用的項目是耐洗、耐光、耐摩擦色牢度,耐汗漬、耐水浸、耐熨燙、耐氣候色牢度等項目也比較常用。國際標準共有83個色牢度試驗方法,我國國家標準已等效采用了許多國際標準,其中包括色差的目測評定和儀器測定,但以儀器測量為主。
紡織品色差儀器測定方法:
所用儀器有光譜光度測色計、三刺激色度計或測色色差計,它們能夠測量輸出D65標準照明體10°視場觀察下的色度數據。
由于行業不同、明度差、飽和度差、色調差對總色差的影響是不完全相同的。因此人們提出的兩色之間差異的公式(稱為色差式)不下幾十種。其中CIE1976L*a*b*(CIELAB)色差式為目前紡織行業常見的一種。
1976年由CIE推薦的均勻色空間,是由三維直角坐標L*、a*、b*畫出的,由下式表示:
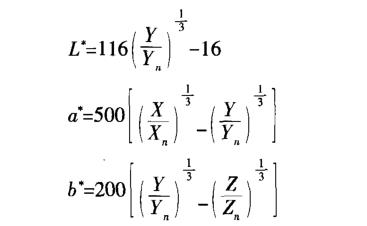
以上各式適合于Y/Yn、X/Xn、Z/Zn大于0.008856的情況。
式中:
L*、a*、b*——三維直角坐標系統的坐標值;
X、Y、Z——XYZ表色系統的三刺激值;
Xn、Yn、Zn——完全漫反射面的三刺激值。
L*a*b*顏色空間是由1個明度因數L和2個色度因數a*、b*組成的,L從0到100,a*從紅色變化到綠色,b*從黃色變化到藍色,它們的值在-120-120之間。在L*a*b*表色系統中,以坐標L*、a*、b*之差△L*、△a*、△b*來表示2種刺激之間的色差△E*ab,表示它們在該空間兩點之間的距離。

式中:
ΔL*——明度差;
△a*——紅綠色品差(a*軸為紅綠軸);
△b*——黃藍色品差(b*軸為黃藍軸)。
飽和度和色調的近似相互關系由下式計算:
CIE1976 a、b飽和度:
CIE1976 a、b色調角:

CIE1976 a、b色調差:

兩種樣品間的色差可通過將它們的坐標畫在CIE LAB圖上來定量化(兩位置之間距定義為△E*ab)(見下圖a),在作色差圖時,通常要忽略掉L軸。顏色可由它們的紅度/綠度、黃度/藍度,或由它們的色調和飽和度來描述(見下圖b)。

色調差△H*ab的嚴格定義取決于色差相對的幾何平均位置。因為這一樣品的顏色通常與標準樣品相近,因此一般使用標準的曲線,如上圖c所示。
總之,要描述2個樣品之間的色差,方法有很多,例如:△L*、△a*、△b*、△C*ab、△hab、△H*ab和
△E*ab。對于中性色和黑色、白色或灰色樣品,一般推薦使用△L*、△a*和△b*。對于彩色樣品,一般推薦△L*、△C*ab、△H*ab。由于△hab具有極坐標特性一般不推薦使用。如果對測色質量和總色差極限有更多了解之后,也可推薦使用 △E*ab。
鄭重聲明:本文版權歸原作者所有,轉載文章僅為傳播更多信息之目的,如作者信息標記有誤,請第一時間聯系我們修改或刪除,多謝。



