色差是紡織品行業常見的一種質量瑕疵,它是紡織品外觀質量品質檢測的一項重要指標。在紡織品行業中,紡織布品顏色檢測是影響紡織品品質的主要因素,精確的顏色特征信息對紡織企業尤為重要。本文對紡織品的色差及色差測量方法做了介紹,對此感興趣的朋友可以了解一下!

紡織品的色差指什么?
色差是兩個染色樣本在顏色感知上的差異,即明度、彩度和色相三個色彩值的綜合表現。
紡織品色差主要分為樣品色差(又稱原樣色差)和部分色差這兩大類。其中,部分色差又分為前后色差、左中右色差、正反色差。
原樣色差主要是由染料配色不當,染料質量較差等因素造成染色紡織品與標準色卡在色相和飽和度上的差異。
前后色差:紡織品在染整加工中由于紡織品加工的時間和溫度,半制成品的質量,染劑濃度的變化等因素引起的紡織品顏色的變化,導致同一色號不同時間先后染出的紡織品在色相與深度上存在差異,即所謂的前后色差。
左中右色差:指同一批染色紡織品在其左、中、右位置出現H分量與S分量的差異,即紡織品在色相和飽和度兩方面的差異。
正反色差:指存在于紡織品正面與背面的顏色差異。
紡織品色差測量方法:
1.目視測色法
對于兩個顏色之間差別的視覺判斷,主要有兩種直觀的評價,即可感知性(perceptibility)和可接受性(acceptability)。可感知性是指觀察者能夠看到顏色的差別或能夠判斷兩個顏色樣品對之間色差的人小的視覺屬性;而可接受性則表示觀察者是否可以接受被觀察顏色差別的視覺判斷。
目視比較和判斷具有較大的主觀性和易變性,在工業生產中不直接作為顏色質的評價依據。因此,儀器測色顯得尤為重要。但是,物理測量的數據應該能預測觀察者所看到的情況,即需要有合適的色差公式,使之計算出來的色差能夠預測目視色差。
2.儀器測色法
兩帶色樣品間的顏色在顏色知覺上的差異可用“色差”來表示。1976年以來,出現了多種色差公式如CMC(1:c)色差公式,CIE1976(△L*△Cab*△Hab*)色差模型、CIE DE2000色差公式、CIE1976(L*a*b*)色差公式等。其中CIE 1976(L*a*b*)色差公式是國際上公認的色差公式。色差包括明度差、彩度差和色相差三個方面。我們常說的色差是這三方面色差經一定公式計算后得出的總色差值。
在與顏色感覺一致的均勻顏色空間內,兩個顏色樣品之間的色差表示為其坐標點之間的距離,即:

式中,L1*,a1*,b1*和L2*,a2*,b2*分別是兩個樣品的坐標值。色差公式的幾何意義,是在均勻顏色空間以標準色樣的坐標點為中心的一個橢球,其在L*、a*、b*三個方向的半軸長分別為(L1*-L2*)、(a1*-a2*)和(b1*-b2*)。若規定橢球內的顏色滿足色差容限的要求,則橢球外的顏色與標準色樣的色差超出了色差容限范圍,便不滿足色差的要求。
一般來講,兩樣品的色差與目視色差感覺的關系如下:
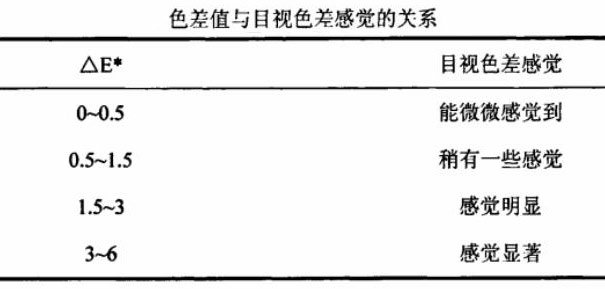
如果樣品的色彩較飽和,兩樣品間如果有1.0的色差,一般人看不出它們的差別。
紡織色差評定標準:
色差的單位是NBS,即△E=1時稱為1個NBS色差單位,用△E的絕對值表示顏色與視覺感受之間存在的色差程度。當0<△E≤1時,幾乎感覺不到色差;當1<△E≤2時,色差感覺很小;當2<△E≤3.5時,色差感覺中等;3.5<△E≤6時,色差感覺明顯;△E>6時,對色差感覺強烈。根據得到的色差結果分析紡織布品的顏色是否合格。
為了獲得精確的紡織布品顏色,避免紡織布品存在色差問題而導致的大批量浪費,可以根據色差結果及時調整生產過程中的染料配比和壓力輥的輥應力等參數,在染色過程中控制紡織布品顏色與標準樣顏色的差異,使其達到可接受的色差范圍,這不僅可以確保紡織布品的平均質量,還能實現穩定的色彩效果,達到對染色過程的控制。
鄭重聲明:本文版權歸原作者所有,轉載文章僅為傳播更多信息之目的,如作者信息標記有誤,請第一時間聯系我們修改或刪除,多謝。



