在色差儀的技術參數中,對色差儀的性能及各項測試功能做了詳細的規定,色差公式就是其中的一項。不同的類型的色差儀,其支持的色差公式類型是不同的,但我們經常可以看到CIE94這個色差公式。本文對CIE94色差公式的含義、計算式形式及應用范圍作了介紹,對此感興趣的朋友可以了解一下!

色差儀CIE94色差公式的含義:
CIE94色差公式是基于CIELAB色差公式提出的一個色差公式。CIE在推薦CIE94色差公式時,確立了一組適用于該公式的參照條件。其中,照明體是模擬D65的相對光譜功率分布;照度為1000lx;背景是明度L*=50的均勻中性灰色;觀察對象是物體色;樣品尺寸對應于視角大于4°;樣品放置時兩直邊接觸,間隔最小;樣品的色差幅度為0~5個CIELAB單位;樣品在結構上無視覺明顯圖樣,非均勻性。CIE94色差公式與CMC(l:c)色差公式結構相似,但其權重函數更加簡單。
其優點是引入了明度權重函數l和彩度權重函數c,改進了 CIELAB顏色空間的均勻性。其缺點是在a*b*平面上,計算得到的容差橢圓的△C軸全部指向原點,而目視評定結果的容差橢圓。
CIE94色差公式實際上就是CMC(1:c)的一個修正版,它的優點在于:探討了色差距離的均勻性和參量對知覺色差的影響,應用加權函數校正CIELAB空間的均勻性,與此同時定義一組基本條件,在基本條件下應用時無需對參量效應校正。推薦草案改進CIELAB空間的均勻性獲得了預期的成功,而且該色差公式加權函數比△FMC-2和△ECMC色差公式簡單得多。因此,CIE94色差公式在紡織工業中已經得到了廣泛地應用。

色差儀CIE94色差公計算式:
CIE94公式包含一個新的項(△V),即色差的視覺量化值:
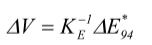
KE并不是作為商業色差測量來用,而是一個總的視覺因數(視覺靈敏度系數),在工業評定的條件下,設為1個單位,即△V =△E*94。
CIE94公式如下所示:
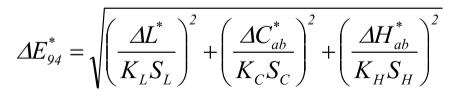
變量KL、KC和KH稱為參數因子,通過它們可以改變相對半軸的長度,進而改變△L*、△C*ab、△H*ab的相對容忍度。在參考條件下,KL=KC=KH=1,使用條件和參考條件發生偏差時,會導致在視覺上每一個分量(亮度、彩度、色相)的改變,因而可以單獨地調整色差公式中的各個色差分量以適應這種改變。例如,評價紡織品時,亮度感覺的降低,推薦使用KL=2,KC=KH =1,這時CIE94公式的計算結果和紡織品的視覺評價就比較接近。
就像在CMC(l:c)公式中所做的一樣,在CIE94中稱為“權重函數”的橢圓半軸(SL、SC和SH)的長度允許在CIHLAB顏色空間中根據區域的不同進行各自的調整,其定義如下:
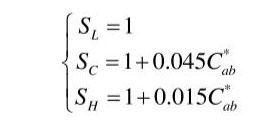
當一對顏色中的標準色和樣本色明顯不同時,則C*ab,1=C*ab.2。這種經過優化的方程的不對稱性,導致了一對樣本色之間的色差的不一致性,即顏色樣本A和B,以A為標準和以B為標準計算的結果就不一樣。在邏輯上如果沒有樣本作為標準色時,Cab可以用2個顏色的CIELAB的彩度的幾何平均值表示,如下式:

色差儀CIE94色差公式的應用:
CIE94色差公式實際上就是CMC(1:c)的一個修正版,它的優點在于:探討了色差距離的均勻性和參量對知覺色差的影響,應用加權函數校正CIELAB空間的均勻性,與此同時定義一組基本條件,在基本條件下應用時無需對參量效應校正。推薦草案改進CIELAB空間的均勻性獲得了預期的成功,而且該色差公式加權函數比△FMC-2和△ECMC色差公式簡單得多。因此,CIE94色差公式在紡織工業中已經得到了廣泛地應用。
在印刷包裝行業中,科研工作者和生產質檢人員已經意識到了CIE1976LAB色差公式的缺點,開始有意識地選用CIE94色差公式。一些生產檢測設備的生產廠商也順應潮流,在其生產的設備中開始集成CIE94色差公式,目前支持CIE94的儀器有很多,如:X-Rite530光譜密度儀、X-RiteSP60便攜式球形分光光度儀、三恩時TS7036分光色差儀、三恩時NH310+便攜式色差儀等。
鄭重聲明:本文版權歸原作者所有,轉載文章僅為傳播更多信息之目的,如作者信息標記有誤,請第一時間聯系我們修改或刪除,多謝。



