色差是紡織品生產過程中難以避免的問題,為了管控產品的外觀顏色品質,就可以使用色差儀對紡織品生產各個環節進行嚴格的色差測試,從而將紡織色差控制在合理的范圍內。

如何分析色差儀數據?
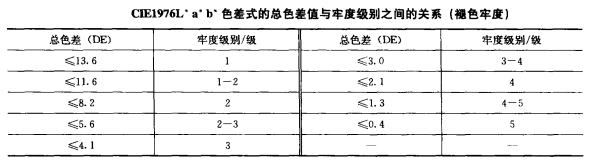
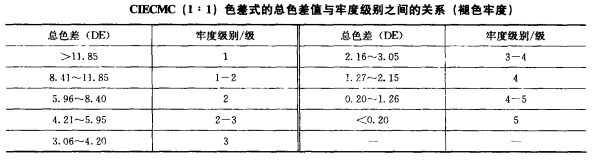
用測色儀器評價變褪色和沾色牢度是非常簡單和快捷的,已經得到了廣泛的應用。用色差儀進行染色紡織品牢度評級的過程如下:首先,對需要評價牢度的紡織品,按相關標準規定的條件對試樣進行處理。然后對處理前后的試樣用色差儀進行測色,并用選定的色差公式計算出處理前后的總色差。再根據選定的公式找到相應的表,根據計算的到總色差值,就可以找到對應的牢度級別。
在牢度級別的儀器評價中,變褪色和沾色牢度結果的準確性還有一定差異。紡織品變褪色牢度的儀器評價結果與人由視覺評價結果的相關性,與沾色牢度人機評價結果的相關性相比,通常要差一些。這是因為沾色牢度是沾色后的標準織物與白色標準織物之間的比較,色差通常會大一些。另外,試樣的亮度相對比較高,所以對儀器評級和視覺評級都比較有利,結果的一致性也就好一些。變褪色牢度評價則相對困難一些,因為被評價試樣間色差有時較小,不少試樣之間還常常伴隨有色相差異,特別是那些低亮度試樣,3-4級這一牢度范圍,準確評價更困難一些。因此,要求色差儀具有較高的穩定性、較好的重復性和測量精度。
色差值lab色差標準:
在紡織品染整生產過程中,對有色紡織品要進行嚴格的顏色控制和管理。如對標準樣和確認樣之間的色差進行控制,一般兩者之間的色差值要求小于0.6,客戶才給予認可。而對于批次樣和標準樣之間的色差控制,范圍一般要略微大一些,如色差值小于1.2時就給予認可。除了對產品總色差值及合格與否作出綜合判斷以外,往往還會對標準樣和批次樣的分色差作出相應的評價,即DL*、Da*、Db*、Dc*、DH°值。從分色差值可以看出,引起色差的主要因素是色相、明度還是彩度,為批次樣顏色的修正指出了方向。
Lab顏色標尺按如下標識:
L(亮度)軸表示黑白,0為黑,100為白
A(紅綠)軸正值為紅,負值為綠,0為中性色
B(黃藍)軸正值為黃,負值為藍,0為中性色
所有的顏色都可以通過任何一種Lab標尺被感知并測量。這些標尺也可以用來表示標樣同試樣的色差,并通常有Δ為標識符。
如果ΔL為正,說明試樣比標樣淺,如果ΔL為負,說明試樣比標樣深。
如果Δa為正,說明試樣比標樣紅(或者少綠),如果為負,說明試樣綠(或者少紅)
如果Δb為正,說明試樣比標樣黃(或者少藍),如果為負,說明試樣藍(或這少黃)
鄭重聲明:本文版權歸原作者所有,轉載文章僅為傳播更多信息之目的,如作者信息標記有誤,請第一時間聯系我們修改或刪除,多謝。



